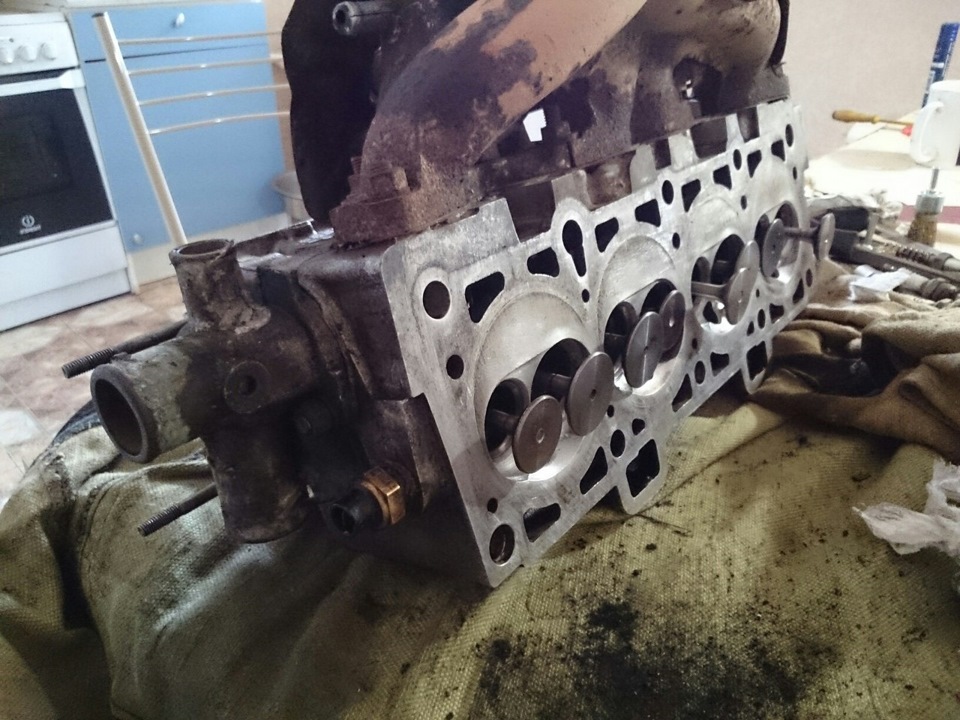
Лада 2109 Вишневая,Экспорт,люк)) › Бортжурнал › Ремонт ГБЦ. Прогорел клапан. (Головка Блока Цилиндров) ч.1

Предисловие.
Если у Вас мало времени, то не рекомендуется к прочтению данная запись, ибо, СлишкомМногоБукаф, но с картинками…)))
Сгонял в Ростов-на-Дону. (из МСК)
Приехав туда, понял, что у меня троит мотор.
Приехал в МСК, искал, что-где, и почему…
Менял местами свечи, провода, разбирал трамблер, проверял вакуумник и его шланг(но из-за вакуумного усилителя могут капризничать только 3й и 4й цилиндры…)
Ничего.
Пока один знакомый не сказал, что у меня из выхлопной слышен металлический стук — а это прогорел КЛАПАН!
Решил удостовериться и приобрел себе Компрессометр (конечно же) Jonnesway — 1460 руб.

(преимущественно у меня весь инструмент jonnesway)
А так же, приобрел Стетоскоп, чтоб послушать, что за звуки. — примерно 550 руб.

На всех цилиндрах больше 10ки, а на 2 цилиндре чуть ли не НОЛЬ.
Ливанул немного масла через свечное отверстие — ничего не изменилось… — Клапан.
Решено было приобрести и поменять. Чо там, думаю… 200 рублей…
Но не тут-то было. Затраты только начались…
Чтоб поменять просто один клапан, необходимо приобрести:
Прокладку под головку, прокладку штанов на выхлоп, (ну и до кучи) прокладку колекторов-2шт(левая и правая)
Так же, слить тосол.
Наверняка поменять сальник распредвала.
А так же, приобрести притирочную пасту…
Если уж залезли в ГБЦ, то и масло-съемные колпачки.
Вечерело и мы с соседом решили метнуться в магазин на его машине и все купить.
К сожалению, чека у меня не осталось, по этому примерно помню, что мы потратили около 1500 руб(за две поездки в магазины).
Прокладка под ГБЦ, Прокладка(резиновая) крышки, Масл.фильтр, Сальник распредвала, притирочная паста(позже поняли, что купили хреновую пасту)



Так же кое что из спец.инструмента, оправку сальников клапанов

Все, кроме грязи и второго клапана, вроде не плохо.


Поехали снова в магазин.
Приобрели 1 выпускной клапан и ключик для притирки клапанов.

И разсухариватель клапанов

Приехали, воткнули клапан, и поняли, что он болтается как и все остальные было понятно, что пора менять направляющие. А это обязательно шарошить седла(не путать с притиркой). Шарошек нет.
Но можно было ТОЛЬКО поменять клапан и оставить все так, но! Через пару тысяч умерли бы масло-съемные колпачки и был бы жор масла. Какой уже наблюдался. Но я думал, что масло уходит, потому что залил очень жидкое на зиму 5w40. Однако, ошибался. Масло уходило от мертвых колпачков!
Вообще, сложилось мнение, что мне 22000 км назад(как я описывал ранее) поставили не откапиталеный мотор(а просто воткнули мою же головку, и просто поменяли «НИЗ»), Может я ошибаюсь, но размеры шайб, как с завода(от 3,50 до 4,05), так же половина клапанов имеют ОЧЕНЬ вытянутые шейки на месте сухарей.

то есть, сухари болтаются на шейках…
А это покупать комплект клапанов.
Стал задумываться о том, что клапана давно никто не менял и не регулировал зазоры. Так же, керном было отмечено нумерация клапанов 1-2-3 цилиндры, на 4м ничего…

Но закрадываются сомнения, что те мастера, у кого я покупал мотор, делали бы так, как на заводе, при том, что мотор пробежал всего 22000 км.
Желания снова вкладывать в автомобиль, конечно, мало… Но абы как я делать не умею.
С трудом, но было принято решение КАПИТАЛИТЬ!
Опять затраты.
Была идея отвезти головку на ремонт или притирку. Но транспорта нет, да и не знаю, куда ехать(одни мне уже сделали… продали, якобы, капиталеный мотор с установкой за 30 000 руб.)
Хочешь сделать хорошо, сделай это сам!
Было необходимо приобрести шарошки для седел клапанов.
Но приобретать их на один раз — не улыбалось. а это от 1500 руб и выше. Видел проф комплект на все авто за 40 000 руб))
Создал тут темку на Драйве, мол, одолжите или дайте в аренду шарошки.
Никто на Драйве не откликнулся. Тупо ставили Лайки… Как будто я сфоткал отражение себя в халате и в полотенцем в на голове… На кой мне ваши Лайки?
Сообщества › Mitsubishi Lancer X › Блог › Регулировка клапанов ПРОТОЧКОЙ стаканов.


Вышла такая схема, стоящих у меня стаканов —

Метки: проточка стаканов lancer x
Комментарии 100

Все давно придумано, дрель или бормашинка и микрометр.Изнутри стаканчика спиливаешь выступ периодически промеряя.Я весной это все проделывал…

Я остальные стаканы расположил по другим клапанам и вышло, что 8 штук оставляю, а остальные 8 точить по 12-14 соток.
До хуа что то выходит.
Блин.
Жалко.
У меня смысла делать ротацию не было, Почти все стаканчики одного размера(очень был удивлен)…Че там жалеть)))Точи и еще на сто тысяч забудь)))

если я не ошибаюсь по заводу допуска плюс минус 0.04 во все стороны у меня из 8 на впуске 5 даже щуп не полез
себе точил тоже две недели назад с заменой цепи завтра хочу повторные замеры сделать так как пропуски по первому цилиндру выскакивают при похолодании на улице или причина другая
Да точил сам дрелью
и камень на шпильке покупал
дрель фиксировал в кронштейне стало похоже на сверлильный станок

Теперь знаем спасибо Артем за информацию:)

Да я еще ничего не написал :).
В общем, по крайслеровскому каталогу шаг размера стакана значительно больше шага в 1.5 сотки как у мицу. Соответственно выставить зазор с точностью в несколько (2-3) соток в принципе невозможно в некоторых случаях!
4884594AB [3.015 MM]
4884594AH [3.105 MM]
4884594AN [3.195 MM]
4884594AT [3.285 MM]
4884594AZ [3.375 MM]
4884594BF [3.465MM]
4884594BL [3.555 MM]
4884594BR [3.645 MM]
4884594AE [3.06 MM]
4884594AK [3.15 MM]
4884594AQ [3.24 MM]
4884594AW [3.33 MM]
4884594BC [3.42 MM]
4884594BI [3.51 MM]
4884594BO [3.600 MM]
4884594BU [3.690 MM]
Цены на них не сказать что маленькие, но 14 дней ждать и 250р вполне терпимо.
PS: если хотите потерять веру в дешевизну корейских запчастей, можете посмотреть сколько стаканы стоят по каталогу хундай :).

А если клапана сточить?!
Не, их там вынимать, рассухаривать…
Не
А если клапана сточить?!
В его случае, седла нарастить надо
В его случае все удобно, так как все снято. Можно заказать самые дешевые стаканы и не разориться. Надо проверить, кстати, почем сейчас крайслеровские.
Кстати, знаешь минус хундаевских стаканов и крайслеровских?
А вот тут пожалуйста по подробней😂
какой же их минус?
Спокойствие, они все изготовлены компанией INA :). Но мне интересно, знает кто или нет :).

я не знал теперь буду знать

Как точивший эти стаканы, я тебе так скажу:
сточенный сверху стакан разбивает, или начинает разбивать, потому что вал по нему ипашит будь здоров.
точеный внутри стакан очень сложно уложить в размер, цементированный слой точится очень туго, можно промахнуться или сделать плоскость неровной, и тогда будет точно хуже.
Я об этом не писал.

Как точивший эти стаканы, я тебе так скажу:
сточенный сверху стакан разбивает, или начинает разбивать, потому что вал по нему ипашит будь здоров.
точеный внутри стакан очень сложно уложить в размер, цементированный слой точится очень туго, можно промахнуться или сделать плоскость неровной, и тогда будет точно хуже.
Точил верхнюю плоскость толкателей на плоскошлифовальном станке до 0,15мм. После пробега 50тыс км менял прокладку клапанной крышки и заодно решил глянуть как там всё поживает. В итоге зазоры в норме, поверхности толкателей и кулачков идеальные. Но при ремонте ГБЦ проще и лучше шлифануть торец клапана и не трогать толкатели
Мне больше сточили 😉
Вот поэтому и произошло фиаско)
Это в любом случае не правильно, ящитаю
Какой смысл тратить мое время в личке, а потом создавать бестолковые темы?
1. 5 соток это допуск
2. 5 соток это погрешность твоего измерения
3. После слов «собираюсь точить», можно даже не продолжать никаких дискуссий
Тема похожа на ту, где ты менял смазку в задних приводах, которые от 300р стоят контрактные.
1. Я думаю, что твоя компетенция вряд ли позволяет тебе оценить ошибочное мое мнение или нет. Если бы позволяла, ты бы вопросов всех этих не задавал
2. Цитата твоя из комментариев — «градация была в эти же пять соток.». Ты на глаз к микрометру сотки определяешь? 🙂
3. Дело не в забивании на обслуживании, а в отсутствии нужды обслуживать исходя из опыта эксплуатации и приобретения запчастей
Единственный адекватный аргумент тут — «я приобретаю знания по устройству узлов и механизмов».
Засим дискуссию прекращаю, ибо это все бестолковая трата времени.
1. 3 и 5 соток это одного порядка величины, разницу между которыми ты никогда не поймаешь твоими суперщупами и ручными методами измерений, поэтому не надо заниматься формалистикой. Я знаю прекрасно как должно быть и при каких значениях начинаются проблемы в моторе. Не говоря уже о том, что я наизусть знаю мануалы на все 3 GEMA мотора.
2. Это лишь обозначает, что погрешность твоего измерения 5 соток, ни больше, ни меньше.
3. Забиваешь ТЫ на грамотное обслуживание, когда вместо покупки нового стакана с правильной толщиной (который стоит 300р если его подождать), идешь его точить. Кроилово ведет к попадалову ;).
Именно про ресурс смазки — даже 10-летние привода по самой низкой цене обладают еще большим остаточным ресурсом.
Все, теперь точно все :).
Вот почему всегда с тобой так и ты несешь откровенный бред? Начиная от «восторженно смотреть в рот», заканчивая регламентом смазки в приводах и каким-то пивом. Кроилово не сильно отличается от «желать что-то сделать самому и сделать криво», тем более полагаясь на опыт и работу третьих лиц. Поэтому интерпретация этой поговорки тобой — это чисто твоя сугубо субъективная фантазия.
Я делаю все согласно мануалу, опыту и согласно требованиям заказчика, когда они разумные.
Давай точи стаканы, интересно уже что из этого выйдет :).
Спор из серии «дурак-сам такой» меня не прельщает.
Мои тезисы остались неизменны — 5 соток это вне допуска и смазку менять в приводах нужно.
Можешь возразить предметно и без отсылок к опыту и «зуб даю», буду рад выслушать.
По стаканам, я решил их не трогать вообще.
Ибо точить не буду, потому как меня смущает факт, приведённый господином Курковым — обеспечить идеальную соосность, растачивая внутренюю часть стакана не выйдет, а менять стаканы за 8 рублей, приобретая прецизионную точность зазора я не хочу.
Mazda Protege (2л свободы) › Бортжурнал › Ремонт и чистка ГБЦ. Регулировка клапанов без покупки шайб.

Сегодня отремонтировал головку двигателя. Притёр новые клапана и отрегулировал тепловые зазоры. Напомню, что у меня впускные клапана были зажаты ооочень чильно. Очевидно из-за этого машинка тупила при разгоне и кушала много бензина.
Ни для кого не секрет, что на моей маське клапана регулируются шайбами (по типу как на ВАЗах девятой модели). Но заказывать шайбы, платить за них не малые деньги и ждать после этого их почти месяц у меня не было желания. И сейчас я открою вам секрет, как на снятой головке можно отрегулировать клапана не заказывая этих шайб (этот способ опробован ни единожды на автомобилях форд фокус 2). Для этого нам нужен спец инструмент, знания, как им пользоваться и супер правильные руки из нужного места.
Первым делом в головку нам нужно повставлять на свои места клапана, стаканчики с регулировочными шайбами (пружины не ставим) и поставить распредвалы, прикрутив их постелями. Далее, ставим головку на стол боком (чтоб клапана не упирались в стол и не повредились). Далее проворачиваем распредвал и там, где кулочки вала поднимаются вверх измеряем зазор (тут лучше работать вдвоём, так как один человек измеряет, а другой должен с силой прижимать тот клапан, где измеряется зазор). Рабочий зазор у меня 25-28, я ориентировался на максимальный разрешённый зазор «28», чего и вам советую, так как при рабочей температуре металл расширяется и зазор как раз может уменьшиться и примерно будет на «25», что тоже в нужной нам зоне. И так, в зависимости от зазора у нас 3 варианта действий:
1. если зазор в норме.
Если зазор в нужном нам диапазоне, то ничего не трогаем и продолжаем регулировку остальных клапанов.
2. если зазор меньше нужного.
Если зазор меньше нужного и клапан зажат, то нам нужно поступить следующим образом — вытаскиваем клапан и с торца (там где сухари ставятся) подтачиваем его на нождаке. Делаем это очень аккуратно и совсем по чуть чуть! После того, как немного подточим, вставляем клапан обратно и опять замеряем зазор. И так до той степени, пока не выйдем на нужный нам диапазон.
3. если зазор больше, чем нужно.
Чтоб довести такой зазор до нужного нам потребуется спец инструмент, знания и умения им пользоваться. Идея заключается в том, что нам на сотые или десятые доли нужно углубить седло клапана. И тут действительно нужен навык такой работы, без практики этого не достичь! После небольшого углубления седла клапан придётся опять притереть и только потом вновь замерять зазор. Если зазор всё ещё большой, то повторяем процедуру, если в норме — то всё хорошо. А если перестарались и зазор стал меньше нужного, то придётся прибегнуть к пункту №2.
В принципе эти действия просты для людей, которые занимаются ремонтом головок. Но для рядовых автолюбителей они могут вызвать определённые сложности.
Надеюсь, что хоть кому-нибудь мой рассказ поможет )
И ещё, в добавок ко всему немного очистил головку двигателя от масляного нагара. Кто читал мой БЖ, тот помнит, какая она была. И вдобавок отмыл пружинки, шайбочки и сухари.
PS: уже реально устал ждать, когда придут кольца поршней! Остальные запчасти давно пришли. Пол лета без машинки =(
calibravodka › Блог › ПРИТИРКА КЛАПАНОВ. КАК ПРАВИЛЬНО СДЕЛАТЬ?


ИНСТРУМЕНТЫ ДЛЯ ПРИТИРКИ КЛАПАНОВ
Притирочная паста для клапанов.
Основное, что нужно купить — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик притирочной пасты за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла на клапанном гнезде.
дедовские шарошки для ремонта ГБЦ.Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана.
Новые клапана не всегда нужны. Если обнаружили, что они несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в «авто запчасти» и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент для притирки клапанов.
притирка клапанов с помощью дрелиМожно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки не совершать круговые движения, а имитировать работу клапана вперед и назад.
Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени.
ПРОЦЕСС ПРИТИРКИ КЛАПАНОВ ДВИГАТЕЛЯ
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать ручной дрелью или отверткой, но это займет дольше времени.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90…100°.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
МЕТОДЫ ПРОВЕРКИ КАЧЕСТВА ПРИТИРКИ
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.
Нанесение пасты на клапана для притирки.
Еще одной деталь — является использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно «доведет его под себя». Можно потратить уйму сил, обеспечить абсолютную герметичность, однако через пару часов работы мотора уплотнение клапанов ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность клапанов улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некого оптимального состояния. Поэтому «выделывания» с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
Лада 2103 Злая Оливка › Бортжурнал › FAQ доработка/портинг/запил головки блока цилиндров

Решил выложить свою старенькую статью по доработке ГБЦ. Много букаф.
Рузавин как то ночью в гараже
Шарошкою точил от классики башку;
Весь в стружке, измотался в ноль уже
Пилил ее он сидя и даже лежа на боку;
Потом, рукой мозолистой смахнувши с лица пот,
Каналы было принялся полировать
«Пусть будут в зеркало»- скривил в ухмылке рот
И вновь он дрелью стал наяривать.
И чтобы ты мораль сей басни внял
Скажу — не стоит тюнить из-под пива сгоряча
Как Макс, который лишь к утру понЯл
Что он всю ночь точил бошку от москвича.
Всем горе — тюнингаторам посвящается. Эдгар.

Рис. 1. Стандартные каналы со стороны камеры сгорания.

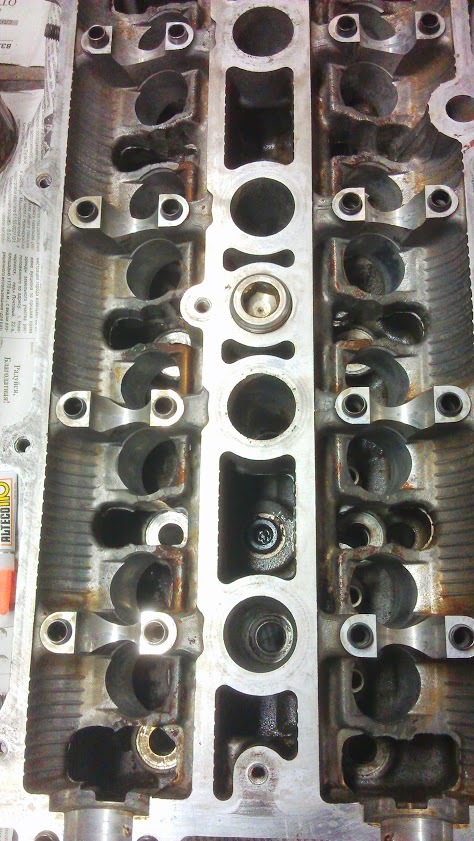
Рис. 2. Стандартные впускные каналы гбц со стороны впускного коллектора.

Рис. 3. Стандартные выпускные каналы ( в центре фото ) и впускные каналы ( по бокам фото ) со стороны коллекторов.
Теперь необходимо посадить впускной коллектор на дополнительные шпильки, чтобы затем точно состыковать его с гбц. Это необходимо чтобы устранить люфт коллектора относительно головки и в последующем избежать ступенек по направлению движения топливовоздушной смеси из коллектора в гбц. Замечу, что в стандарте несоответвие каналов огромно и достигает нескольких миллиметров, что сильно тормозит поток.
В классической и 8 кл пп ( передний привод ) голове шпильки лучше всего вкручивать в каналы охлаждающей жидкости, которые идут к коллектору. Для этого отлично подходят обычные болты соответствующего диаметра. Отрезаем от болта резьбовую часть длиной около сантиметра, нарезаем внутри тосольного канала гбц метчиком соответствующую резьбу, и ровненько вкручиваем в каналы получившиеся шпильки, попутно смазывая их герметиком. Чтобы оставить подогрев коллектора, внутри этих шпилек можно просверлить отверстие. Я лично этого делать не стал. Зимой все сносно заводилось. Затем пробуем насадить коллектор, если не лезет – просто немного увеличим диаметр тосольных каналов в коллекторе. В итоге коллектор должен сесть на гбц мертво и не болтаться на ней.

Рис. 4. Дополнительные шпильки в каналах охлаждающей жидкости.

Рис. 5. Стыковка коллектора с гбц.
Далее приступаем к запилу впускного коллектора. Начинаем именно с коллектора, ибо его стенки куда тоньше. Поправить каналы в гбц будет проще. На мой взгляд, пилить классический коллектор – это самое трудное. Он имеет кучу недостатков. Распилить его по всей длине равномерно очень сложно из-за формы каналов, их длины и невозможности подлезть со стороны карбюратора. Рекомендую для запила 2101 коллектор, в нем гораздо меньше перегородка между каналами, соответственно получить каналы одинаковой длины проще. Объяснять зачем делать каналы одинаковой длины надо? Думаю, нет. Есть одно но — у копеечного коллектора нет штуцера под вакуумный усилитель тормозов. Но это не беда. Токарь дядя Вася изготовит новый рублей за 50 ( лишний раз не угостишь себя и друга бутылем балтики ), немного работы дрелью и метчиком – и все готово. Максимум час на все.
Для работы я использовал обычную ручную дрель, желательно иметь ее хорошего качества ( одну спалил %), удобную, небольшую, но максимально возможной мощности. Насадка – как и у многих: шкурка на тряпке, тряпка на сверле, все это внахлест.))) Достать шарошки в нашем колхозе – нереальная роскошь. Шкурка необходима только на тряпичной основе. Я использовал три вида различной зернистости: 63, 40 и 25. Принцип расточки: наматываем тряпкошкурку такого диаметра, чтобы она с большим трудом проходила в канал и начинаем сверлить, постепенно углубляясь в канал, но не давая всей этой гениальной конструкции намертво там застрять. Настоятельно советую обзавестись респиратором/марлевой повязкой и очками как у лыжника. Стружка летит огромными стаями и все время стремится попасть в подвластные врачу отоларингологу области. Старайся держаться центра канала, диаметр советую 32 мм ( в стандарте 29 кривых мм ) по всей длине ( очень удобно мерить выпускным клапаном ). Расточить каналы 1го и 4го цилиндра по всей длине описанной выше конструкцией вряд ли удастся, можно попробовать вместо сверла использовать длинный шланг, в меру жесткий чтобы не скручиваться, но в меру мягкий чтобы изгибаться в форме канала. Говорят, подходит от какого-то газового оборудования. Экспериментируй! На коллектор уйдет вечера два в среднем. Должно получиться что то вроде:

Рис. 6. Готовые каналы впускного коллектора 2101.

Рис. 7. Готовый впускной коллектор.
ПП коллектор имеет кучу преимуществ перед классическим. Каналы там совсем коротенькие и одинаковой длины. Запилить его – раз плюнуть:).
Как только будет готов коллектор, когда твой взгляд будет радоваться, глядя на него, вспоминая проделанную работу, необходимо приступать к совмещению каналов. На мой взгляд, удобнее всего совмещать пластилином. По окружности впускного канала гбц, настолько заросшего нагаром и ужасающе кривого, порой напоминающего темную бездонную пещеру, клеим колбаски пластилина ( честно говоря, долго думал как их обозвать.цилиндрики слишком заумно, все остальное цензура ). На стыковочную плоскость коллектора необходимо плюнуть ( говорят, этот обычай пришел из рыболовства ) и размазать по всей площади вокруг канала ( это необходимо, чтобы пластилин не прилипал к коллектору, а остался на гбц ). Затем стыкуем коллектор и гбц так, как он должен стоять и сразу аккуратно отделяем. На пластилине останется четко видный след краев канала коллектора, отмечаем его на гбц острым предметом вроде гвоздя или тонким маркером. По получившимся точкам можно соединить окружность. Это и будут очертания нашего будущего канала. Эту процедуру необходимо сделать со всеми впускными каналами. Готово? Кросафчег.
Теперь убираем коллектор, долгое время он нам не понадобится. Объектом наших последующих пыток будет гбц. Очертания каналов с большой вероятностью не будут соответствовать имеющимся, а уйдут в сторону. Это безопасно чуть меньше, чем полностью. Так как шкурка будет увеличивать канал равномерно во все стороны, вход в канал необходимо подровнять. Например, круглым напильником или дрелью со сверлом/металлической щеткой/шарошкой стачиваем мясо там, куда ушел профиль нового канала. См. фото:

Рис. 8. Очертания будущих каналов.
Ты уже запилил коллектор, прошел своего рода учебку, каналы гбц, с большой вероятностью покажутся тебе маленькой победоносной войной. По тому же принципу запиливаемся во впускные каналы до того места, где должна быть направляющая втулка. Те же 32 мм и выпускной клапан ))). На самом входе, скорее всего, получится чуть больше. Это даже хорошо. Рекомендую сначала пилить все 4 канала со стороны коллектора, потом все 4 со стороны кс ( камера сгорания, а не контр-страйк ), так каналы получаются более одинаковыми. Далее меняем позу и заходим сзади., то есть с обратной стороны. Здесь следует начать с увеличения внутреннего диаметра седла. И делать это надо самой мелкой шкуркой из имеющихся. Чугунное седло легко пилится, и есть вероятность его запороть, сточив неравномерно и напрочь уничтожив фаску. В стандарте внутренний диаметр равняется 32,5 мм. Оптимальным будет увеличить его до 33,5 мм, при этом убирая все ступеньки между седлом и каналом. Считается, что эта процедура вносит наибольший вклад в уменьшение потерь. Так что советую быть аккуратным. Мерить диаметр удобно сточенным до необходимого диаметра клапаном. Я использовал впускной от запорожца, сточив его с 34 до 33,5 мм. Мерить можно либо от руки, глазом прикидывая равномерность остающейся фаски, либо вторым способом, он куда более точен, но столь же сложен. Запрессовываем направляющую втулку, сточенную таким образом, чтобы она входила на место с небольшим усилием, но не выпадала оттуда свободно. Вставляем в нее тот самый клапан необходимого диаметра, работа будет законченной, когда клапан провалится в канал, имея одинаковый зазор со всех сторон в районе седла. Равномерность эту можно проверять в процессе расточки, подсвечивая в канал фонариком( для чотких пацанчиков отжатым телефоном )в темноте. Остается небольшой нетронутый участок между седлом и остальным уже готовым каналом, тут много мяса снимать не надо, остается повторить то, что сделали войска союзников в далеком 1945-м, встретившись на Эльбе ))).
Впускные каналы готовы. Должно получиться что-то похожее:

Рис. 9. Готовые впускные каналы со стороны коллектора.
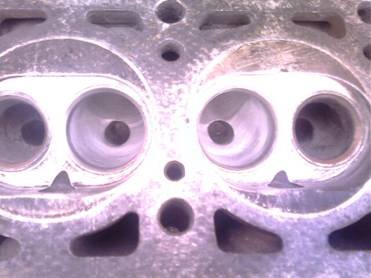

Рис. 11. Готовые выпускные каналы со стороны коллектора.
Ну все, каналы расточены, hemos pasado ( исп. «мы прошли» )! Самое сложное позади, осталось вручную сгладить некоторые неровности и перепады диаметров внутри. Можно сидеть смотреть зомбоящик и непринужденно тереть, попивая холодное пивко. В общем, вылизывай их как хочешь. В инете куча мнений на тему стоит полировать или нет. Многие крупные конторы говорят, что необходимо оставить крупные следы от расточки, чтобы топливо не конденсировалось зимой. Другие утверждают, что полировка полезна и увеличивает коэффициент наполнения. Я же считаю, что поверхность должна быть гладкой, но полировать в зеркало смысла нет, т.к. каналы в процессе эксплуатации быстро обрастают нагаром. Кстати, на этом этапе даже может показаться, что гбц стала легче.)))

Рис. 12. Готовые каналы со стороны камеры сгорания.
Камера сгорания. На классике дорабатывать ее, имхо, стоит только в одном случае – при установке 2101 головы ( ширина кс 79 мм против 82 мм у 213/2130 гбц ) на мотор с диаметром цилиндров 82 мм. Просто равномерно расширяем камеру сгорания, следя при этом, чтобы она не стала шире отверстия в прокладке гбц. Расширение делается для уменьшения экранирования потоков от стенок кс. Инструмент для этой процедуры выбери сам. Далеко идти не понадобится, все под рукой. Доработка кс ПП тазов – тема отдельного разговора. Кури интернет.
Направляющие втулки. Можно поставить какие угодно. Чем больше – тем больше ресурс и тем меньше смысла от предыдущих доработок. Лучше всего, думаю, будет оставить минимально торчащие в канал направляющие с гладкой формой. Для классики с получившимися каналами могу посоветовать: на впуск — впускные либо выпускные от 8 кл. пп ( по длине они одинаковые, на нарезку внутри направляйки, имхо, можно забить ), на выпуск – стандартные классические впускные. Аэродинамически сглаженную форму на концах придаем с помощью наждака. Только осторожнее, при обточке наждаком они так и норовят выскочить из рук и спрятаться на маскирующей поверхности.
Далее следует просадка седел. Просаживают, обычно, исходя из состояния седла, соосности его с направляющей и выбранному валу ( чаще всего производитель указывает величину просадки для тюнингового распредвала ). Для сток вала после расточки седел, если у вас все получилось довольно ровно, просадить нужно совсем немного, сделав при этом три фаски ( пожалуй, самый простой и эффективный способ увеличить наполнение ).
Клапана. Лучшим вариантом было бы поставить увеличенные клапана ( самый распространенный размер впуск/выпуск 39/34 вместо 37/32 ), но это требует перепрессовки седел и замены их на увеличенные, что практически невозможно в гаражных условиях. Так что гораздо чаще применяются доработанные клапана стандартного диаметра. Рассуждать что лучше — Т-образные или тюльпанообразные — не буду, потому как информация по этому поводу также разнится. Мне больше по душе Т – образники. Переделывая стандартный клапан в Т, мы преследуем несколько целей: 1. Придание более выгодной формы; 2. Уменьшение фаски для увеличения фактической клапанной щели ( а следовательно и наполнения ); 3. Уменьшение массы клапана для уменьшения вероятности зависания клапанов на больших оборотах. Вес доработанного впускного клапана примерно 60 гр., стандартного около 75 гр. Это довольно прилично для грм ( газораспределительный механизм ). Форму клапана можно посмотреть на фотографиях, с этой же фотографией можно пойти к токарю и объяснить что же хочешь. Но токарей умелых у нас не так много, клапан в любом случае получится совсем не гладкий, с многочисленными ступеньками, сглаживать которые неописуемый геморрой. Хотя, может, кто-то придумает оригинальный способ превращения клапанов в чудо Т. Действительно чудо, покупая как то сток клапана под доработку у невежливой тетки-продавщицы, я показал ей доработанный клапан. Восторгу ее не было предела. Помнится, я видел совсем неплохие клапана на фотках вконтакте у одного аццкого ГазелистаJ. Описание же применяемого инструмента меня повергло в шок. Честно, не знаю как у них это удалось. В интернете довольно недорого можно заказать уже готовые доработанные клапана. Фирма «Формаш» торгует такими по цене около 1500 р. Но куда больше мне понравились клапана от Квазара. Ценник, кажется, порядка 2500 р. Если твои клапана пришли в негодность – нет смысла покупать новые и самостоятельно пилить их, купи готовые, сэкономишь кучу сил и времени.

Рис. 13. Доработанные Т-образные впускные клапана.

Рис. 14. Доработанные выпускные клапана. Крайний справа — стандартный.

Рис. 16. Расширенная до 82 мм камера сгорания, готовые каналы, доработанные направляющие, 3 фаски и фрезеровка на 3 мм по плоскости.
Про пружинки и тарелки рассказывать не буду, их доработка/замена необходима лишь при глубоком тюнинге.
Не забываем подогнать прокладки под увеличенные каналы.

Рис. 17. Подогнанные под каналы прокладки.
Ну вот и все, головка готова. Осталось с дрожью в руках и неподдельным любопытством поставить ее на место, завести мотор в предвкушении чего-то нового, доселе невиданного, отстроить карбюратор и зажигание, а затем долго радоваться изменившемуся характеру мотора и пополнившемся на десяток-другой поголовьем пони.